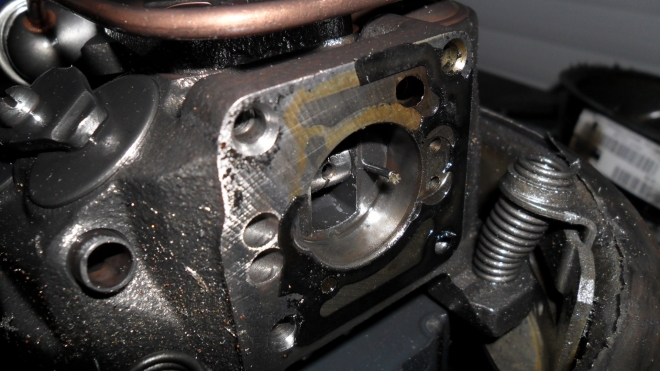
1 – Влажный ход, гидравлический удар – одна из самых распространенных причин выхода из строя компрессора (далее КМ). Несжимаемый жидкий хладагент, попадая в полость сжатия КМ, разрушает клапаны, клапанные доски. Металлические осколки, в свою очередь, попадая в полость между поршнем и клапанной доской, разрушают дно поршня , иногда заходят в зазор между поршнем и цилиндром, вызывая значительные задиры. Возможны разрушение шатуна, и даже поломка коленчатого вала.
Гидравлический удар может быть вызван попаданием жидкости , так и со стороны нагнетания . К примеру, жидкий хладагент, сконденсировавшийся во время остановки КМ, может разрушить отражательную пластинку в глушителе на линии нагнетания при пуске КМ и разорвать глушитель. Попавший в картер и растворенный в масле хладагент нарушает условия смазки подшипников скольжения, вызывает задиры и, как правило, последующее заклинивание.
Основные причины гидроудара :
- конструкция трубопроводов допускает натекания жидкого хладагента в картере КМ;
- регулирующие устройство (ТРВ, капиллярная трубка . т. д.) выбрано со слишком большой пропускной способностью;
- чрезмерное количество хладагента;
- конденсация хладагента в КМ во время стоянки;
- загрязнение поверхности испарителя, и как следствие ухудшение теплообмена.
Основные рекомендации:
- предусмотреть необходимые уклоны трубопроводов;
- проверить подбор устройств автоматики;
- установить подогреватель картера, а если необходимо-два или три, для поддержания температуры масла на 10К выше температуры насыщения хладагента при остановке КМ;
- организовать цикл с вакуумированием;
- установить обратный клапан на линии нагнетания , если необходимо;
- очистить поверхность испарителя;
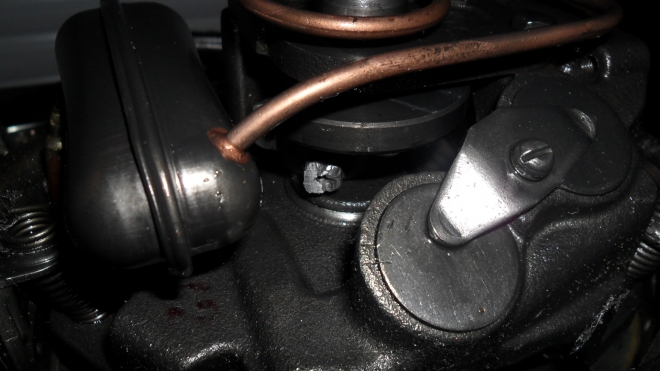
2 – Недостаток масла.
Недостаток масла приводит к нарушению режима смазки пар трения подшипников скольжения, происходит “сухое” трение. В результате появляются следы побежалости, задиры на поверхности подшипников, последующее их разрушение или заклинивание. Недостаток масла, как правило, связан с его уносом из КМ.
Это может произойти из-за ошибок в проектирование, когда не обеспечивается нормальный возврат масла. Скорость хладагента в трубопроводах на горизонтальных участках должна быть около 4м/с, на вертикальных – 8м/с. Также необходимо предусматривать маслоподъемные петли на протяженных вертикальных участках трубопроводов. Недостаточный возврат масла также может быть вызван частыми включениями компрессора.
3 – Перегрев компрессора, как правило, связан с его эксплуатацией за пределами допустимой области применения.
Перегрев приводит к появлению нагара на клапанах и на клапанной доске, разложению масла. Медь, смываемая с трубопроводов образовавшейся кислотой, впоследствии оседает на парах трения, изменяя диаметры подшипников и повышая трение. Часто это происходит вследствие увеличения давления конденсации хладагента, вызванного высокой температурой окружающей среды или загрязнением конденсатора.
Другая причина повышения температуры нагнетания – работа компрессора при слишком низкой температуре кипения. При повышении температуры нагнетания может начаться разложение масла. Также перегрев компрессора может быть вызван нехваткой хладагента в контуре, установкой слишком малого ТРВ, засорением фильтра, слишком большим перегревом на линии всасывании.
С появлением полиэфирных масел увеличилось количество выходов компрессоров по причине загрязнения холодильного контура.
Чрезмерное высокое содержание влаги в контуре холодильной системы приводит к разложению масла и последующему омеднению пар трения компрессора. Во избежании этого следует уделять особое внимание чистоте системы, тщательно проводить процесс вакуумирования . Пайку трубопроводов следует производить в аотной среде.
Полиэфирные масла очень чувствительные к влаге. Максимально допустимое время контакта масла с открытой атмосферой – 15 минут, в противном случае происходит разложение масла и образование кислоты .
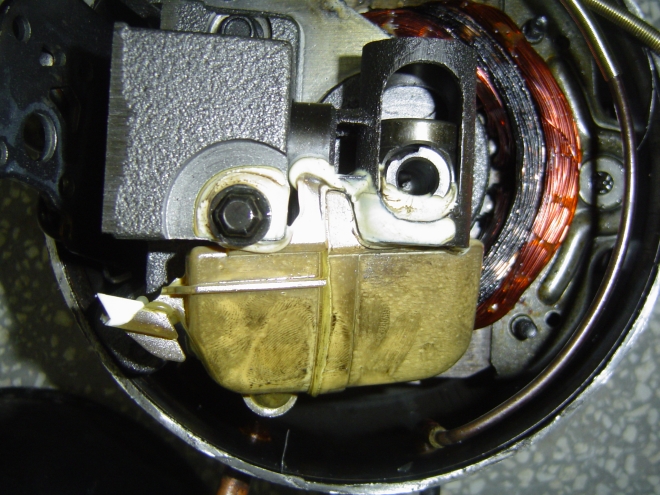
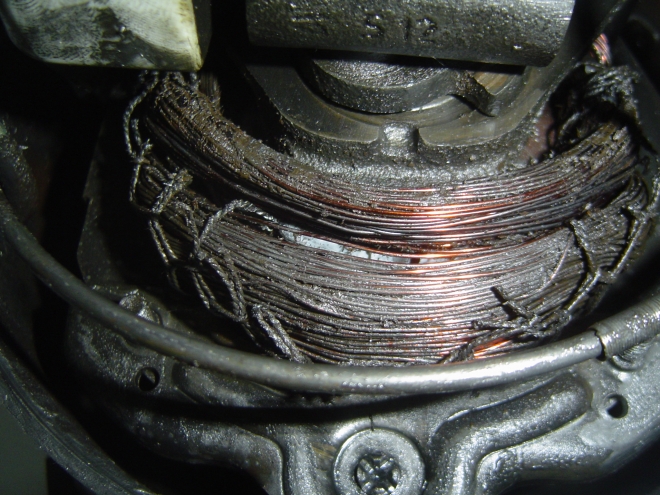
4 – Проблемы с электрической частью могут возникнуть по причине нарушения параметров питающего напряжения из-за, например, повышения температуры хладагента или снижение его массового расхода.
Всегда нужно предусматривать устройства внешней тепловой зашиты электродвигателя. Наличие встроенных устройств значительно снижает вероятность сгорания обмоток электродвигателя, но не гарантирует их полную защиту .
Практика показывает, что самые серьезные ошибки допускаются при замене сгоревшего компрессора на новый. В таких случаях рекомендуется тщательно промыть систему, проверять на работоспособность компоненты шкафа управления контакторы, реле тепловой зашиты, автоматы зашиты. При замене КМ из-за сгорания электрических обмоток необходимо устанавливать в холодильную систему на линии всасывания антикислотный фильтр . После замены компрессора масло рекомендуется периодически проверять на кислотность.
Множества проблем можно избежать при аккуратном обращении с холодильным оборудованием.